
The powerful value-proposition of powder coating, an environmentally friendly, cost-efficient, high-performance finishing option, provided the fuel for its rapid growth to a leading position for many metal substrate coating applications. Given this track record of success, businesses from throughout the powder coating value-chain began some time ago to look beyond metal, to find new space for the technology to grow.
Powder Coating Heat-Sensitive Substrates: The Challenges
To advance powder coating beyond metal, there were a number of challenges that had to be overcome:
- Achieve lower temperatures so that heat-sensitive substrates (like engineered and natural wood) are not damaged in the cure process.
- Mitigate the challenge presented by moisture to avoid defects like outgassing.
- Uniformly apply powder to non-conductive/minimally-conductive substrates.
- Provide a finish that is sufficiently flexible to accommodate the tendency of wood materials to shrink/swell over the life of the product.
- Align the community of allied suppliers (raw material and powder coating manufacturers, application equipment and oven suppliers, coaters) to provide the market with a complete alternative to incumbent coating processes and technologies.
To understand how powder coating non-metal materials has evolved, it is instructive to revisit some history.
Early 1990’s: UV-Cured Acrylated Polyester Powders
The first noteworthy attempt to powder coat alternative substrates commenced with the launch of a UV-cured acrylated polyester system. With this approach, the powder coated substrate was subjected to only 1-2 minutes of direct heat (to achieve flow), before it was fully cured (in seconds) by UV radiation.
Attempts to promote UV-cured powder coating taught the industry some hard lessons. Firstly, wood-based substrates don’t behave themselves after they are coated. In environments with variations in temperature and humidity (which is to say, practically any environment) those substrates grow and shrink as they absorb and release moisture; and require a finish that is sufficiently flexible to accommodate this tendency. Acrylic functionality, the basis of this first approach to UV-cure powder coatings, results in a very hard, but very brittle finish; which meant that the finish on a coated article was subject to cracking whenever it was subject to an environment with varying humidity.
Mid 1990’s: UV Cured Unsaturated Polyester-Urethane Powders
Fast-forward a few years, and another attempt to launch UV-cured powder for alternative substrates, this time with a polyester-urethane chemistry that provided the flexibility needed to accommodate the tendency of wood product to shrink and swell. While there were a few applications where this technology succeeded (and still maintains some position today), this technology also failed to gain wide acceptance. A few reasons for this include:
- UV cure is limited to flat/near flat articles, as complex shapes will always have shadowed areas blocking the light from reaching the paint.
- Film thickness is limited. This issue is exacerbated with bright colors, which don’t readily absorb UV energy.
- Poor intercoat adhesion. Because of this inherent property, the application of multiple coats when a higher film thickness is desired is not practicable.
- Because powder coatings must be thermally melted in order to flow, UV powder coating has a distinct disadvantage versus incumbent UV-cure liquid paints. In these applications, powder needs to be heated for 1-2 minutes so that it can melt and flow before being UV cured. There is no such need for UV cure liquids as their flow is a consequence of being dispersed in solvents.
Late 1990’s, early 2000’s: Thermoset Powders
Discouraged with UV-Cure, advocates looked to thermoset chemistry (fundamentally, powder coatings originally designed for metal, catalyzed to cure at lower temperatures).
With these chemistries, we finally began to see meaningful progress, primarily in the office furniture segment as an MDF coating.
Thermoset systems, unencumbered by the limitations imposed by UV, could be applied in thick film layers, re-coated, and produced relatively smooth finishes with good edge coverage.
But some challenges remained. Because of defects that would result if moisture was present (particularly, outgassing), the application and cure process involved 15-20 minutes of pre-heating to achieve a substrate temperature of about 300°F (and a very dry board). As parts exited the preheat oven, powder was applied to the heated substrate via fusion bonding. Following application, the parts entered the cure oven for another 10-15 minutes, where the powder would flow and cure.
This application and cure process presented a number of drawbacks:
- The need to drive essentially all moisture from the substrate meant that more expensive grades of MDF were needed, as “standard” MDF was not suitable (due to damage that the heat would cause to its structural integrity),
- High-energy consumption and space requirements (oven lengths necessary to accommodate the pre-heat and cure durations needed), and,
- Long cool-down requirement (more space).
Over time, incremental improvements to these early thermoset powders were made; and they remain in use today. Even so, the drawbacks to these systems have resulted in lackluster results in terms of the widespread adoption.
Mid-2010’s to Today: Ultra Low Cure Powders, Catalytic IR, and Electrostatic Application
In 2013, a radically new approach to powder coating chemistry was unveiled. This chemistry (referred to as “Ultra”), featuring polyester and urethane functionality and a novel approach to catalysis, delivered a fully cured, tough, highly flexible finish, with exceptional flow, in 3-4 minutes at only 265F°. This promised to solve the challenge to reduce time/temperature so as not to damage heat-sensitive substrates, as well as to accommodate the tendency of wood materials to deform over the life of the product. Even so, there were still the challenges of managing moisture content and how to uniformly apply powder to non-conductive materials.
Around the same time, promotion of catalytic IR oven technology to cure powder coatings commenced. Catalytic IR emits energy at the high-end of the medium wavelength, which happens to be the “sweet spot” for polymers, in terms of their behavior with respect to the absorption of energy. With conventional heating, a substrate must be heated to the temperature that a powder coating requires to flow and cure (because the powder does not “want” to absorb the energy from heated air). In contrast, with catalytic IR, a powder coating does not rely on the heat of the substrate, because it readily absorbs catalytic IR energy. In short, catalytic IR makes it possible to heat powder to the temperature it needs to flow and cure, without subjecting the substrate to the same high temperatures.
Because time and temperature are reduced by such a degree with the combination of Ultra chemistry (as well as other low-cure powder chemistries) and catalytic IR, moisture content in wood materials, which had historically presented only a challenge to be overcome, has now become a solution to another problem – how to apply powder to a non-conductive substrate.
Rather than solving the problem of moisture by eliminating it (as with conventional curing), we now have the ability to condition wood materials to achieve an optimal moisture content (typically, 4-5% is ideal), which can be achieved predictably and inexpensively by controlling the relative humidity of the environment in which materials are stored). Because the cure process allows us to limit the heat of the substrate (eliminating the threat of outgassing), we then use the conductive nature of the moisture that remains in the wood to ground it, allowing for electrostatic application of the powder coating.
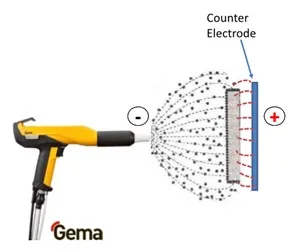
Of the 5 challenges for powder to advance beyond metal that this article began with, one of a technical nature remains: achieving uniform powder deposition. The ability to use electrostatic application (via utilizing moisture content for grounding) was a meaningful advancement. That said, “fatty edges” (caused by the attraction of powder to the edges on the back side of a piece as powder passes the front of the target) can be an especially vexing problem when coating wood materials. To address this issue, an innovation from spray equipment suppliers, the dynamic counter electrode has proven to be an effective solution. This device produces a positively charged ion field on the reverse side of a part, which can be precisely set to neutralize the negatively charged powder as passes the target, resulting in the complete elimination of edge wrap.
The Final Challenge: Making it happen.
For the past few years since the technical gaps for powder coating alternative substrates were bridged, a number of early adopters in Europe have been busy reaping the benefits and expanding their use of powder coatings (a few case studies are available at www.dsm.com/ultra).
What will it take to make it happen in the US? With a stronger, safer, better value proposition, powder coating is a superior finishing technology for many non-metal materials. The advancements in materials, application and cure technologies have together transformed powder for alternative substrates from an “iffy” proposition to a competitive advantage that is waiting to happen. The potential market beyond metal is a field of play that is 10X the size of the traditional market for powder coating. Given this, together with parallels to the early days of powder coating on metal, it becomes clear that the stage is set for a return to growth for the powder coating industry – beyond metal.
This page was researched and written by IFS Coatings, one of Keystone Koating’s powder providers.